Summary:
Explore how Hale Engineering revitalised an industrial client’s Motor Control Centers (MCCs) through a comprehensive upgrade and replacement project. Learn about the benefits of upgrading MCCs, including enhanced efficiency, cost savings, improved reliability, and enhanced safety measures. Experience Hale Engineering’s expertise in delivering tailored solutions to optimise plant performance and reduce operating costs.
Introduction:
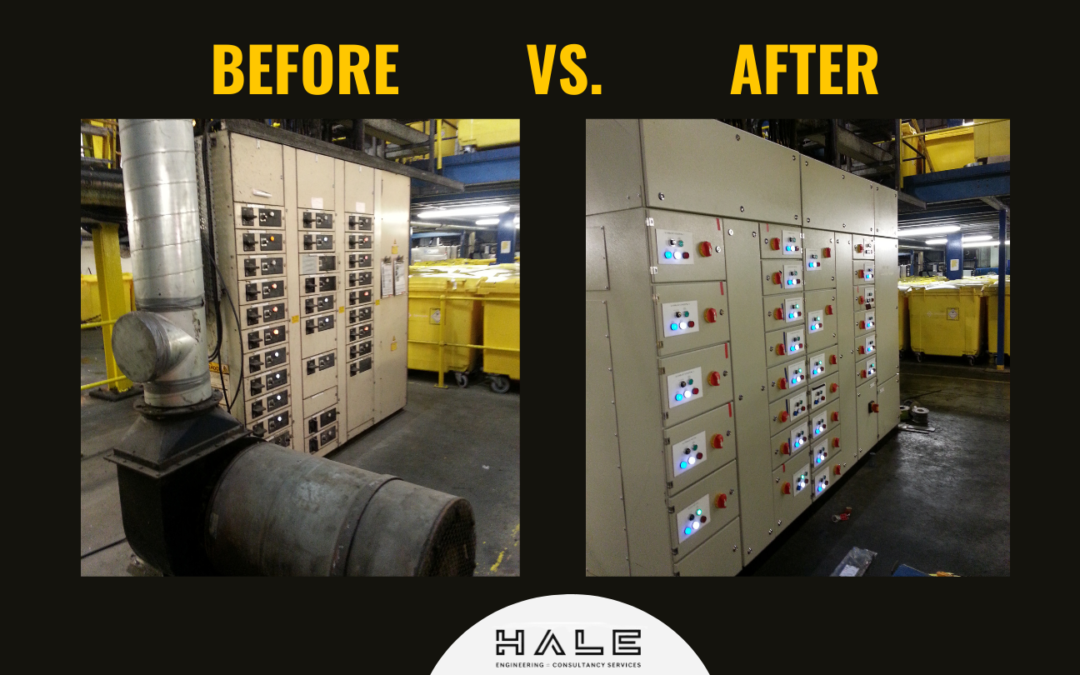
Motor Control Centers (MCCs) play a crucial role in powering and controlling multiple electric motors, particularly in large industrial settings. These centres offer streamlined organisation of wiring and controls, consolidating them in a central location. However, ageing MCCs can become a liability, leading to longer asset downtime, increased maintenance costs, higher failure risks, and difficulty in sourcing replacement components. This case study highlights how Hale Engineering successfully upgraded and replaced two ageing MCCs, resulting in improved reliability, safety, and efficiency for their client.
Client Requirement:
Hale Engineering was approached by a client seeking a comprehensive solution for the decommissioning, redesign, and reinstatement of two MCCs situated in separate sites. The project involved the supply of complete new cabinets, components, assembly, and rewiring.
Benefits of Upgrading MCCs:
- Enhanced Efficiency: Older MCCs often require more frequent maintenance, leading to longer repair times and increased asset downtime. By replacing the aging MCCs with newer installations, the client experienced improved plant and asset operation efficiency, minimising disruptions and enhancing overall productivity.
- Cost Savings: Ageing MCCs demand higher maintenance costs and have a higher probability of failure and fire risk. In contrast, the upgraded MCCs utilised the latest energy-efficient hardware, resulting in reduced energy consumption and cost savings for the client. Additionally, the use of modern components eliminated the challenges of sourcing obsolete parts, thereby saving on expensive replacements.
- Improved Reliability: The ageing components within the older MCCs were susceptible to failure, posing a risk of damage to other equipment. By upgrading to newer installations, the client benefited from improved reliability, ensuring smoother operation and mitigating the risk of equipment damage and costly repairs.
- Enhanced Safety Measures: The new MCCs incorporated advanced safety features, including safer isolation measures and better cabinet access. These improvements facilitated routine maintenance and repair activities, reducing potential hazards for operators and enhancing overall workplace safety.
Conclusion:
Through the successful upgrade and replacement of two ageing MCCs, Hale Engineering provided their client with a range of tangible benefits. The new MCCs delivered improved reliability, safety, and efficiency, enabling the client to optimise their plant performance while reducing operating costs. If you are considering upgrading or replacing your MCC, Hale Engineering encourages you to get in touch with their team of experienced engineers. They will assess your specific needs and design a tailored solution to meet your requirements effectively.