The Hale Engineering Team recently played a pivotal role in addressing a pressing issue for one of our clients. This involved a faulty draught sensor within an intricate incinerator system. This predicament became apparent as a noticeable discrepancy surfaced between the measured air pressure and the actual values, subsequently impacting the operational speed of the induced draft fan.
clients. This involved a faulty draught sensor within an intricate incinerator system. This predicament became apparent as a noticeable discrepancy surfaced between the measured air pressure and the actual values, subsequently impacting the operational speed of the induced draft fan.
Upon an assessment conducted by the Hale Engineering Team, it was discerned that the malfunctioning sensor not only disrupted the incinerator system but also posed a potential risk to the overall functionality of the entire setup. The client’s motivation to initiate and commission this project emanated from the imperative need to restore the incinerator’s optimal performance and, concurrently, eliminate the inaccuracies inherent in air pressure measurement.
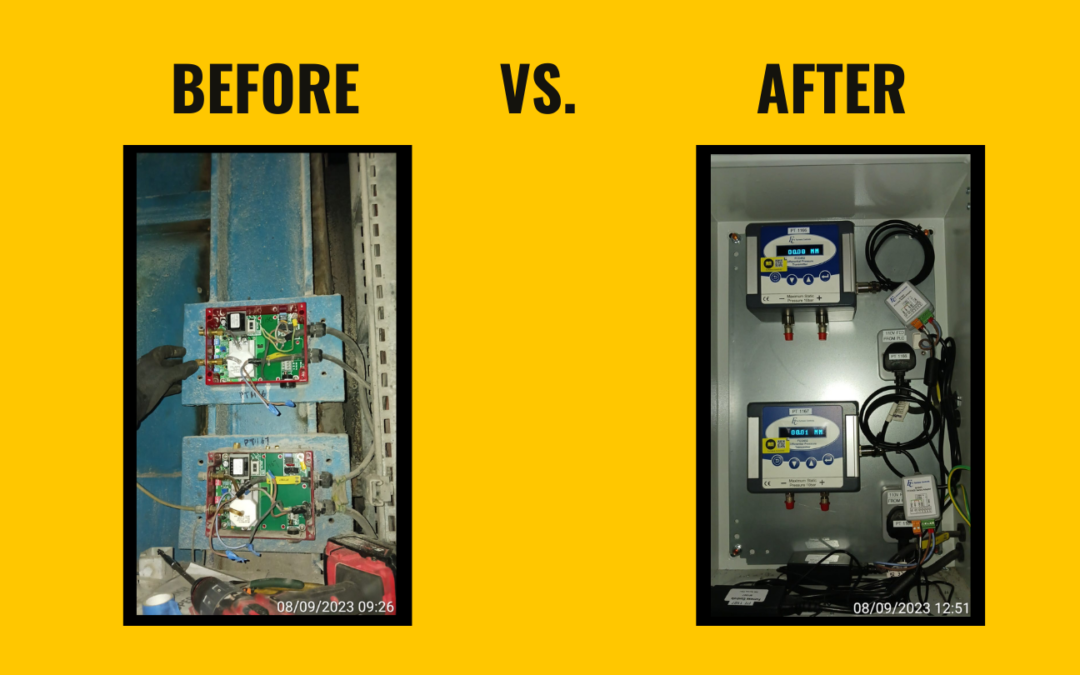
The Hale Engineering Team embarked on a series of specific and targeted tasks, executing the identification and subsequent replacement of the defective draught sensor. Furthermore, an IP rated enclosure was strategically installed to safeguard the new transmitters. Previously the transmitters were exposed to moisture and possibility of settings being tampered with. This comprehensive approach was not only geared towards rectifying the immediate issue but also positioned to proactively prevent potential recurrences.
As the culmination of these concerted efforts, the incinerator system, upon project completion, has been seamlessly restored to its normal functionality. The introduction of the newly installed draught sensor brings forth not only an accurate measurement of air pressure but also harbours enhanced user-friendliness to the system. Operators now find themselves equipped to directly read values on the local screen, and the ability to cross-check them with the SCADA screen facilitates a more streamlined and efficient monitoring process.
 Furthermore, the innovative features inherent in the new sensors transcend functionality. They simplify calibration procedures, allowing for seamless adjustments to zero values. This precision not only guarantees accuracy in air pressure measurement but also significantly contributes to the overall stability and ease of maintenance of the entire incinerator system.
Furthermore, the innovative features inherent in the new sensors transcend functionality. They simplify calibration procedures, allowing for seamless adjustments to zero values. This precision not only guarantees accuracy in air pressure measurement but also significantly contributes to the overall stability and ease of maintenance of the entire incinerator system.
In the wake of these transformative interventions, the client now stands to reap the substantial benefits of a reliably optimised incinerator system. The discernible improvement is marked by heightened monitoring capabilities and a significantly reduced risk of operational disruptions.
In summary, the Hale Engineering Team’s targeted intervention effectively resolved a critical issue in our client’s incinerator system. By replacing the faulty draught sensor and installing a state-of-the-art enclosure, we not only addressed the immediate problem but also fortified the system against future disruptions. The project’s completion ensures the seamless restoration of optimal functionality, with the new sensor offering accurate measurements and enhanced user-friendliness. The innovative features contribute to system stability and ease of maintenance. Our client now benefits from an optimised incinerator system with improved monitoring capabilities and a significantly reduced risk of operational disruptions. This success reflects our commitment to delivering effective solutions for sustained system performance.